MIL-PRF-39015E
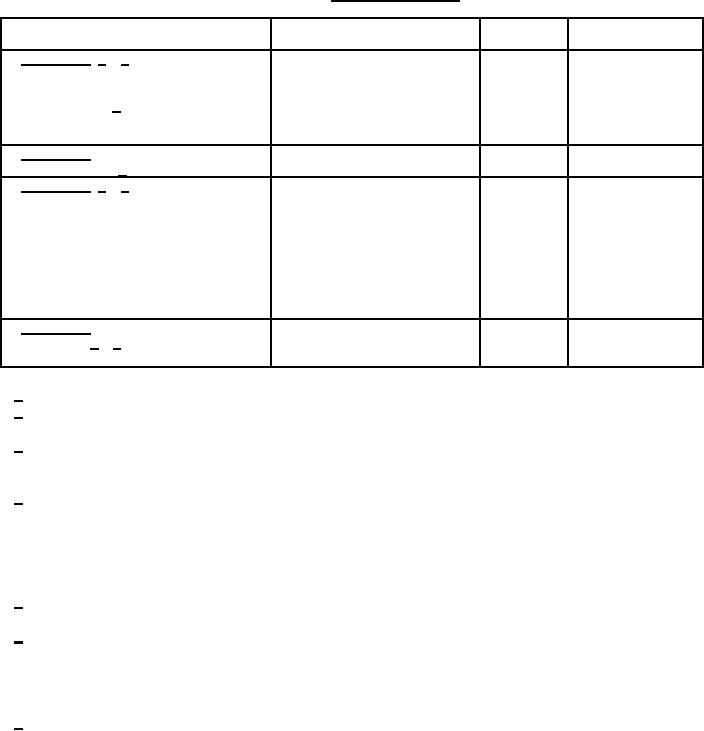
TABLE VI. Group A inspection.
Inspection
Requirement
Method
Sampling
paragraph
paragraph
procedure
Subgroup 1 1/ 2/
Conditioning
100 percent
Peak noise
inspection
Total resistance 3/
Immersion
(not applicable to L terminals)
Subgroup 2
Visual inspection 4/
See 4.6.3.2.3
Subgroup 3 5/ 6/
Continuity
Absolute minimum resistance
End resistance
See 4.6.3.2.4
Actual effective electrical travel
Dielectric withstanding voltage
Insulation resistance
Torque
Thermal shock
Subgroup 4
See 4.6.3.2.5
Solderability 5/ 7/
(applicable to terminals P, W, X, and Y)
1/ 100 percent solder dip may be performed prior to immersion (see A.5.3)
2/ At the manufacturer's option, the determination of resistance change may be by any method which
is within the accuracy requirements of this specification.
3/ Resistors shall meet this specified initial resistance tolerance. The resistance measurement made
upon completion of the conditioning test may be used if a measurement was made which can,
without conversion, be directly related to nominal resistance value and tolerance.
4/ The manufacturer may request the deletion of the subgroup 2 visual examination test, provided an
in-line or process control system for assessing and assuring the applicable requirements of the
visual examination test can be validated and approved by the qualifying activity. Deletion of the
test does not relieve the manufacturer from meeting this test requirement in case of dispute. If the
design, material, construction, or processing of the part is changed or if there are any quality
problems, the qualifying activity may require resumption of the test.
5/ At the option of the manufacturer, subgroup 2, subgroup 3, and subgroup 4 may be performed
concurrently with a separate set of samples.
6/ If the manufacturer can demonstrate that this test has been performed for 6 month with zero
failures, the frequency of this test, with the approval of the qualifying activity, can be performed on
an annual basis. If the design, material, construction, or processing of the part is changed, or if
there are any quality problems or failures, the qualifying activity may require resumption of the
original test frequency.
7/ The manufacturer may request the deletion of the subgroup 4 solderability test, provided an in-line
or process control system for assessing and assuring the solderability of leads can be validated
and approved by the qualifying activity. Deletion of the test does not relieve the manufacturer from
meeting this test requirement in case of dispute. If the design, material, construction, or processing
of the part is changed or if there are any quality problems, the qualifying activity may require
resumption of the test.
16
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business